| LaymarCrafts Woodturning | Hints & Tips |
| Tool Rests |
Tool Rests to your own designs can offer you a greater flexibility in your Woodturning and are relatively easy to make for very little cost.
When I bought my Lathe I was supplied with a 10" [250mm] Cast Iron Rest that today is perhaps one of the least used in my collection, in fact I took the basic design of that Rest and made a 3" [75mm] and 6" [150mm] version from Steel and even after 10 years these originals are still in constant use and my most used Rests.
In previous Hints & Tips I have described my Parting Off Rest and Rest's used when Deep Boring, here I will detail others in my collection that I use, whilst ignoring those that appeared to be a good idea but never fulfilled there promise, the benefit here being that you can experiment without too much of an outlay.
When making any Rest the most important consideration is it's Strength, if too weak then you will get Vibration and possibly Distortion, even Breaking all of which are undesirable and to be avoided, therefore always assess the design and modify if it is apparent that there is a possibility of a potential problem.
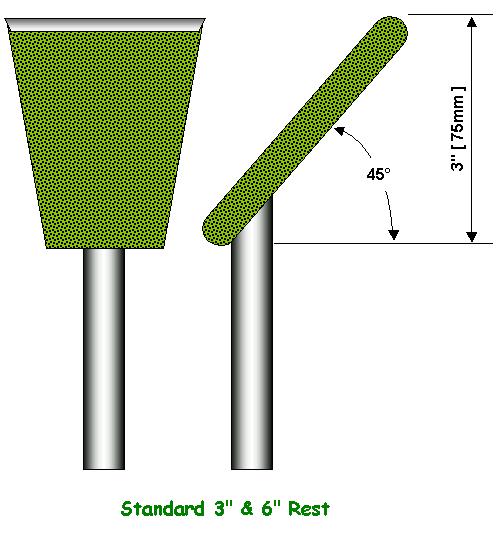
Standard 3" & 6" Rests.
These two Rests are of a slightly unusual design and were in fact copied from the original Rest that came with my Lathe, I find them very versatile and relaxing to work with as well as being sturdy.
The "Overhang" enables you to work very close to the Wood and they will also reach into a Bowl for the initial cuts before progressing with the Curved Bowl Rest, I also find they give good support to the Hand when supporting the business end of any Turning Tool.
The Tool Post is welded to the Tool Rest which I cut from a sheet of 3/8" [10mm] Mild Steel Plate, with a Hand held Power Jigsaw, the main dimensions are shown above and the required angle, the widths I have are, as already indicated, 3" [75mm] and 6" [150mm] but you can effectively have any width you like.
The Plate is 4¼" from top to bottom and at 45° this will have a Height of 3" [75mm], this is therefore effectively the minimum height from the top of the Banjo to the Center Line of the Lathe and you need to check and adjust this dimension if necessary.
The Top edge is rounded over as shown and all other edges are either chamfered off or rounded for safety.
280mm Straight Rest
This Rest I made some time back when I had to make a series of 10" Spindles and wanted to set the rest only once and complete each Spindle.
It was made from a piece of 1¼" x 3/8" [32mm x 10mm] Mild Steel which I had salvaged from an Large Industrial Fan with what is known as a "Spider Mount", which has now proved a very useful acquisition.
At 11" [280mm] it is very sturdy and I feel sure it could have been extended by a few more inches if necessary without giving cause for concern.
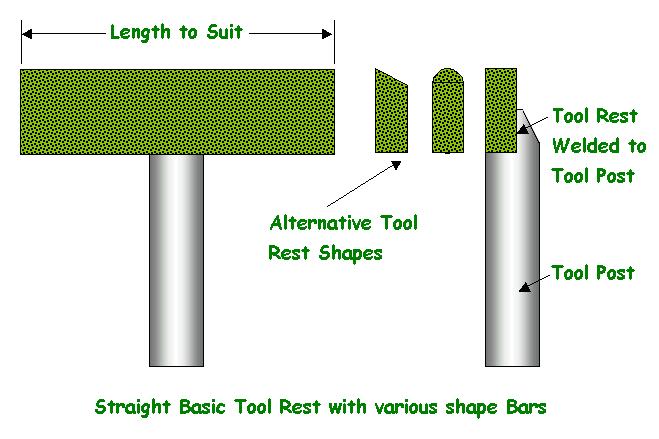
Incidentally I mentioned above that this Rest used material recovered from scrap, the Tool Posts are also Scrap Retrievals being the Drive Shaft from a Air-conditioning Centrifugal Fan.
My particular Rest is Flat Topped but I show alternative shapes that could suit your requirements better.
I also use this Rest when Turning Hollow Vessels and also with my Deep Boring Bar instead of the Round Rest described in a previous Hints & Tips.
Curved Bowl Rest
I for many years got by without using a Curved Rest for Bowls but the Spider Mount , mentioned above, I recovered was nicely curved at one end and I saw the potential to make a Bowl Rest and see how well they worked for free, well almost free.
By Welding a length of 1" [25mm] Sq. Bar to the Straight section of the Rest to give support and stability as well as a means of fixing the Tool Post which in my case was one of the Screwed Multi-Rest Type although you could just as easily Weld a Post in place.
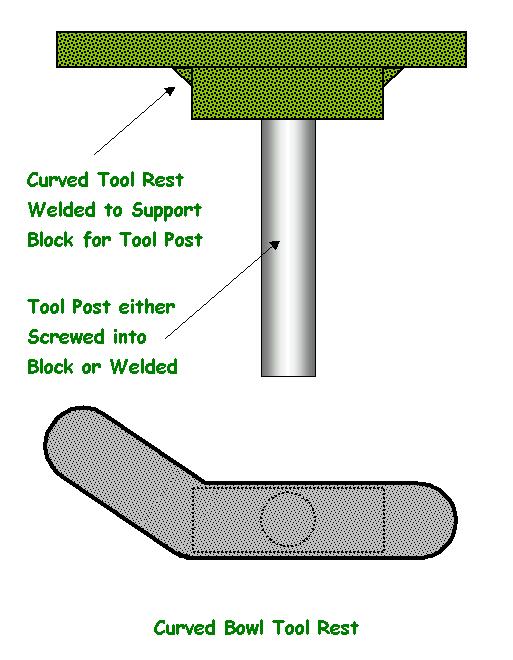
The overall length of this Rest is 7½" [19mm] and the Platform part is from 1¼" x 3/8" [32mm x 10mm] Mild Steel, the support block is ground away towards the Curved End so as not to "Foul" the Rim of the Bowl when Turning.
HSS Edged Rest
I have a couple of Tools that because of their Shape and Design play havoc with the Edge of a Mild Steel Rest or any un-hardened material, the worst of these is the Fluted Parting Off Tool, which I unfortunately find to be a useful Tool but having to always re-dress the Tool Rest after its use I would often choose to use a less efficient Tool instead.
My solution was to make a Shorter Version of the Straight Rest and Silver Solder a Bar of HSS onto the top of the Tool Rest as shown below.
The Rest is 1½" [40mm] long, simply because that was the length of the 5/16" Ø [5mm] HSS Bar I had, but as it is only used for supporting the Tool when used in a Plunge Type Cut, the length is more than adequate.
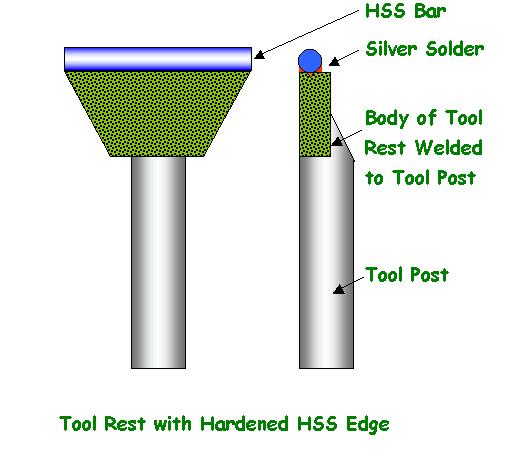
To ensure the HSS Bar sat square and level on the Mild Steel Body I first filed a "V" Groove for the Bar to sit in and then Silver Soldered it into place.
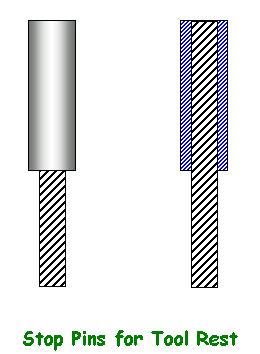
Stop Pin & Boring Bar Cradle Rest
My next rest has a dual function, in mode one it can be fitted with 1 or 2 Pins to rest the Tool against to prevent movement of the Tool either to the Left or Right, these Pins are some times referred to as Fulcrum Pins.
In mode two it can be fitted with a Boring Bar Cradle for supporting a Hand Held Tool when Hollowing out Vessels, the Cradles, as I call them, are made in different sizes to suit the Shaft Diameter of the Tool to be used and freely swivel when fitted into the Rest.
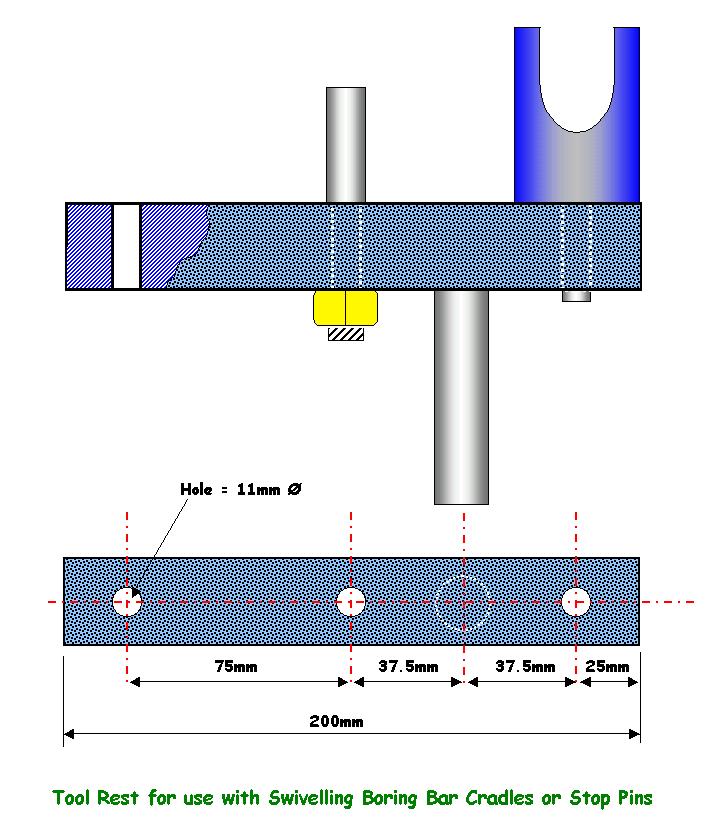
The Rest is shown above with a Stop Pin in place and also a Boring Bar Cradle details of which are given below, I found that with three holes, positioned as shown, to take either the Fulcrum Pins or Cradle covered my needs.
For the Rest Bar I used a 8" [200mm] length of the 1" [25mm] Sq. Mild Steel Bar I had used for my Boring Bar System into which I welded a Tool Post, this could be Screwed if preferred, and drilled three 11mm Ø holes down the center of the Bar at 3" [75mm] centers.
The size of the Holes will in fact depend on what size material you use for the Pins and Cradles which must be the same if a good register is to be maintained, likewise the use of a thicker material as opposed to a thinner Bar material is preferred so as to prevent any "Twisting" of, in particular, the Boring Bar Cradles.
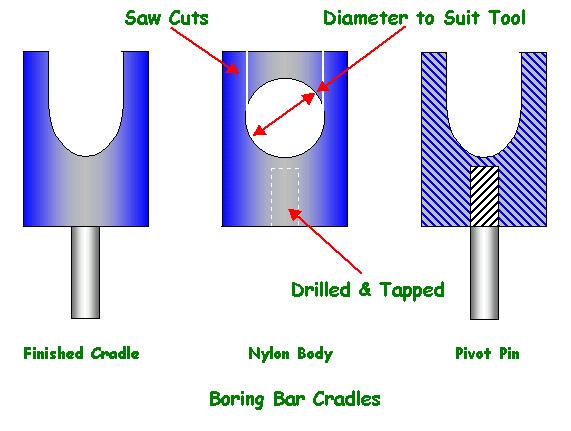
The Pins are made from a length of Steel Tube into which I have Silver Soldered a length of Screwed Rod and then Polished them in the Lathe using Emery Cloth. Screwed Rod used was M10 x 90mm long [3/8" x 3½"] + a suitable Nut. The Tube was an old piece of 3/8" Bore Gas Pipe and 45mm long [1¾"]. For the Cradles I used 40mm Ø [1½"] Nylon Bar which I cut into 50mm [2"] lengths. By drilling a Hole just slightly larger than the diameter of the Tool, to be supported, through the center of the Bar as shown and then cut down, using a Hacksaw, to form a slot which then becomes the Cradle. |
|
You then Drill and Tap for the Spindle which in my case was an M10 Set Screw with the Head cut off so that you have a smooth Spindle which fits into the Holes in the Bar.
I have a number of these Cradles each to suit the various Diameters of Tools I use.
 |
In
the picture left you can see the Tool Rests described here and in other
Hints & Tips Pages elsewhere on the Web Site.
I keep the Rests in the Holder Shown and I will include the design of this in a later Hints & Tips dedicated to Storage Solutions. From the Top the Rests are:- Standard 3" Rest |
![]() More Tool Rest Articles I.
More Tool Rest Articles I.
![]() More Tool Rest Articles III.
More Tool Rest Articles III.
![]() More Tool Rest Articles IV.
More Tool Rest Articles IV.
![]() More Tool Rest Articles V.
More Tool Rest Articles V.
|
|
|
LaymarCrafts Woodturning is the Web
Site of Richard & Sheila Stapley Last update 06 May 2008
|
|
Web Site Design & Construction by Richard Stapley. |