| LaymarCrafts Woodturning | Hints & Tips |
| Vacuum Chuck System Pt. I |
The use of a Vacuum as a means of holding items to be worked on is not new but it's application in Woodturning appears to be relatively new.
The subject of Vacuum Chucking is well covered on the Web, both in relation to Woodturning and Woodworking as well as other Engineering Disciplines, and a quick search of any one of the many Search Engines will give you much useful information.
Most Lathes now come with a Hollow Spindle which is a prime requirement if you are to apply a Vacuum Chuck to your Lathe, however not all Lathes have this facility.
This was the case with my Hegner, by virtue of the fact it had a Solid Spindle, it did of course have a MT2 Taper in the Spindle but this was only to a depth of approximately half the length of the Spindle which is 220mm Long.
Determined to have a go at making a system for my Lathe I took the bull by the horns and drilled a 6mm Ø Hole through the Spindle.
Two points here, this action will probably make your Warranty Null and Void, which in my case was not a problem as the Lathe is already well out of Warranty, and you will need a Long Drill.
I simply mounted the Drill in a Jacobs Chuck mounted in the Tailstock and Drilled through the Spindle from the business end of the Lathe by running the Lathe at about 250 rpm at the same time making sure I kept the Drill well Lubricated and free of Swarf, remember you only have one go at this operation so any errors or breakages could cost you a new Spindle..
I now had a Lathe that in principle would be capable of having a Vacuum Chucking System fitted to it, and by doing an extensive search of the Web for all things related to Vacuum Chucking I was able to establish the Basics and also learn from other systems what would be necessary.
Two things that transpired from Engineering Sites as opposed to Woodturning Sites were incorporated into my System, firstly the Vacuum Chamber I was going to attach to the rear of the Headstock would not necessarily be sealed due to the Rear Bearing not be adequately Sealed! so I replaced this with a Double Sealed Bearing that would offer an acceptable Vacuum Seal.
Also the method for balancing the Vacuum, to ensure not too much Pressure is exerted on the Item in the Chuck, was to be via a Ball Valve and this would mean that Air, or more importantly Wood Dust, would be sucked into the Vacuum Pump and cause excessive wear, to prevent this I fitted an Air Filter as well as additional basic filtration at all Free Air Inlet points.
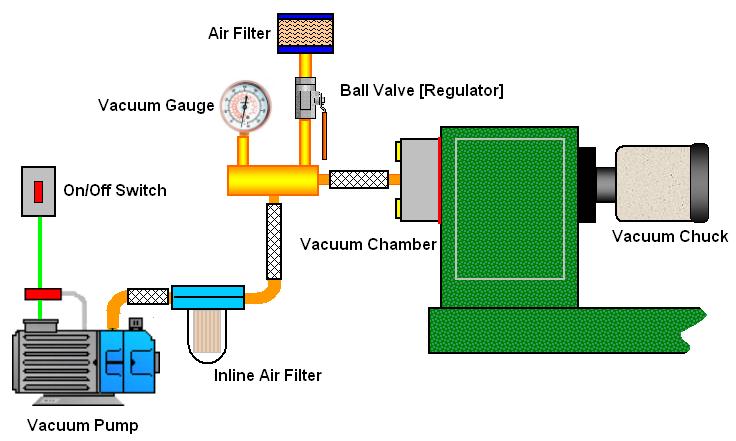
The requirements for a successful system are:
The System Schematic is generally as shown below:-
Vacuum Chamber
| Having Drilled
through the
Spindle and fitted the new Bearing you now require a Vacuum Chamber to seal the
Spindle at the Rear of the Headstock yet not interfere with the Free Rotation of the
Spindle.
The Vacuum Chamber is fitted to the rear of the Lathe Headstock and forms the Seal between the Lathe Spindle/Vacuum Chuck and the Vacuum Pump. It obviously helps if the Rear End of the Tailstock is Square and Flat, if this is not your situation then some thought will be needed as to how you attach the Vacuum Chamber to your Lathe. The size of the Main Body was determined by the Fixings already in place for my Indexing System [Cap Head Screw to the top right is for fixing the Indexing Arm]. The picture shows the Chamber in position prior to finishing off with a coat of Paint and the sketch below shows the cross section through the Vacuum Chamber. |
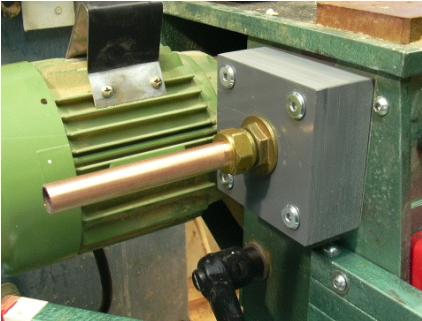 |
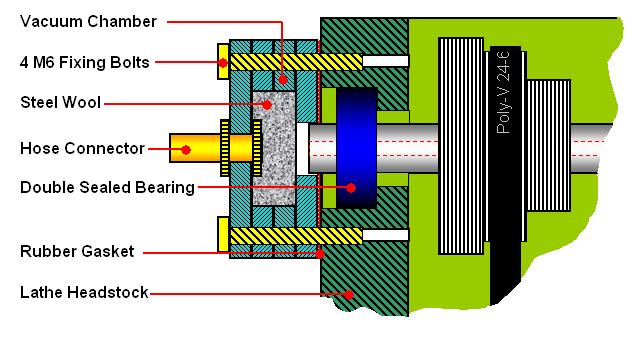
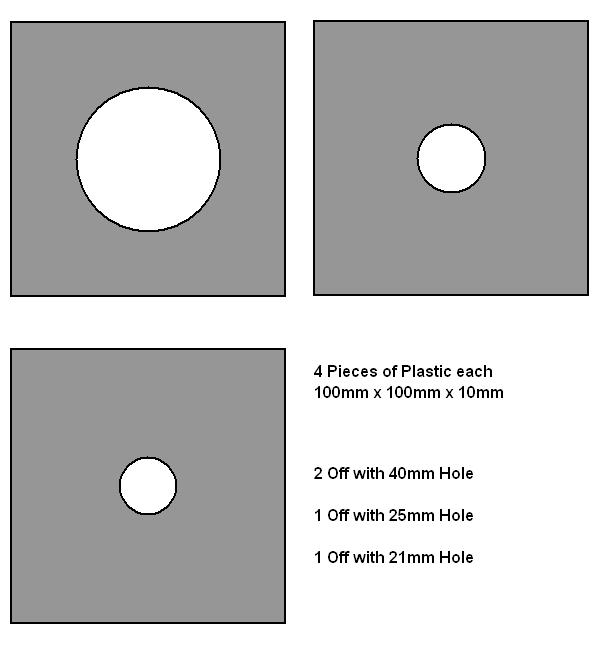
For the Vacuum Chamber I used 4 pieces of 100mm square x 12mm thick Plastic, although any suitable material such as MDF, Plywood etc etc should do an adequate job providing it is not Porous and can be Sealed.
The Dimensions and Final Sizes will depend on your actual Lathe and the materials available but for your information I detail below my solution.The 4 off 100mm square pieces of Plastic were each drilled with a central Hole, of different sizes, as shown below.
The 25mm Ø Hole matches the size of the Spindle and with a Chamfer on one side actually sits right up to the Spindle but does not interfere with it.
The two with the 40mm Ø Hole are the center pieces and this forms a Chamber into which I put some 0000 Steel Wool to form a Crude but effective First Filter to take out any Dust that gets sucked down the hole through the Spindle.
The Final Plate has a 20mm Ø Hole to suit the Hose Connector which was a Domestic Water Type Tank Connector that will hold the Copper Tube that forms the Hose Spigot.
You now Glue the 4 Plates together in the order, 25mm Ø then the 2 with the 40mm Ø holes, I used Plastic Pipe Cement which worked well having left the three plates clamped overnight to ensure a good bond.
The final Plate is now fitted with the Hose Connector, as the Connector will not pass through the 25mm Ø hole if the Chamber is fully Glued up in one operation, make sure this is well tightened and sealed, I used a Rubber Gasket either Side and some Auto Gasket Sealer for good measure.
Once this is done and the previously stuck group of 3 plates are ready you Glue the Plate complete with Hose Connector to the Plate with the 40mm Ø Hole in it as shown in the cross section above.
When you are happy that the Glue is set you can drill the Holes for the fixing Screws, as I would be using M6 Screws I drilled these Holes to 7mm Ø one in each corner of the assembled Chamber.
To fit the Chamber onto the Lathe you now have to carefully locate the Chamber and drill through for the for fixing Screws, to make this easy I turned a short length of Wood [to be discarded after drilling the Fixing Holes] to the same diameter of the Hole in the Chamber with a 6mm Spigot on it, this fitted onto the end of the Spindle and I was therefore able to locate the Chamber very precisely in relation to the Spindle.
Now all that is left is to make a Gasket to place between the Headstock and the Chamber and for this I used an old Inner Tube from an Auto Tyre that I retrieved from the Trash Bin at the local Kwik Fit Tyre Place, simply cut out the 100mm Square and punch out Holes to match the Fixing Holes and the Centre Hole [all Holes to be Oversized say 9mm & 30mm Ø].
As I was going to have the Chamber as a semi-permanent fixture on the Lathe I decided that I would use Vacuum Grease as a Gasket Sealant rather than the more permanent solution you would have with Auto Type Gasket Sealer.
Into the Chamber I placed a Wad of 0000 Steel Wool soaked in Vacuum Oil as a First Filter to prevent any Dust in the Lathe Spindle being Sucked into the System, this is effective and only needs changing occasionally.
The Vacuum Pump
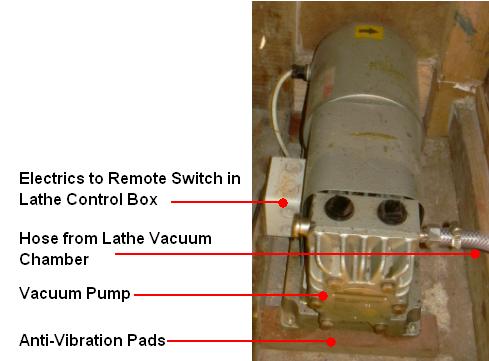
The Vacuum Pump, depending on which route you take, could be the most expensive item in the system, in my case this was not so as I spent a couple of months watching the sale of Vacuum Pumps on E-Bay, what was on offer, what prices they commanded and set my self a target to get a Pump at no more than 30% the cost of a New Pump.
In fact I did somewhat better and obtained one for less than £30 [$45] as part of a Bundle of Machinery that I will eventually put back onto E-Bay, when I figure out what it's all for, and therefore reduce my costs even more.
The Pump I have is a Rotary Vane Unit manufactured by Edwards and is at least 20 years old, but does not appear to have had a lot of use, according to information I have obtained the Pump is rated at 2.4cfm and pulls a 26inHg Vacuum both ratings being more than adequate for a Vacuum Chuck System.
The rating of a Pump is important but Bigger is not necessarily Better, 26inHg is more than adequate and at 2.4cfm it takes less than 1 second to Evacuate the System with the Largest of my Vacuum Chucks on the Lathe.
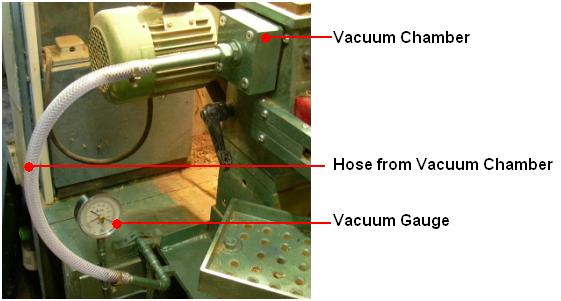
Other System Components
The Vacuum Gauge was purchased from an Air Conditioning Wholesaler, but again these do appear regularly on E-Bay, I would suggest you use a basic Gauge and not the rather more expensive Torr Gauge, for what you are trying to do you do not require that degree of measurement.
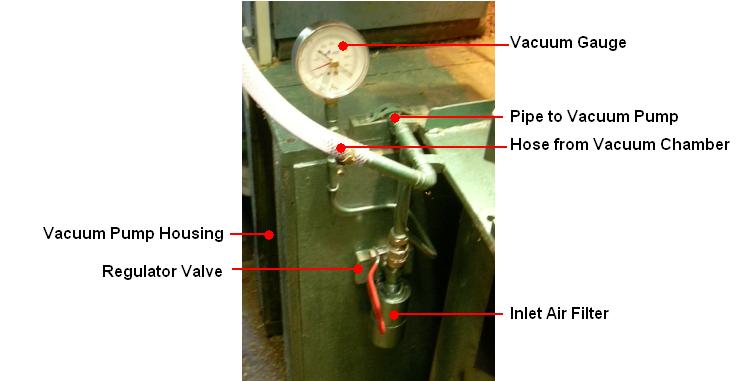
The Ball Valve used to regulate the amount of Vacuum [see below] you apply to the item being held is a standard ½" Gas Ball Valve available from any Plumbers Merchant or Larger DIY Store.
Piping is ½" Copper Tube and the Hose is of the Re-Enforced Clear Plastic type held in place with Jubilee Clips and as a precaution I smeared each joint with Vacuum Grease as an added sealant.
Remember the Larger and Longer the Connecting Hoses the Larger the Internal Volume of the System and therefore the more time needed to Evacuate the System, at ½" my Hoses were perhaps on the Large Side, but that is what I had to Hand and as they are relatively Short I do not suffer as a consequence.
The In-Line Filter ahead of the Pump is a standard Ceramic type Compressed Air Filter with ½" Hose Connectors fitted, and the Air Inlet Filter on the Regulator Valve is made from a StSt Container and filled with Steel Wool as described below.
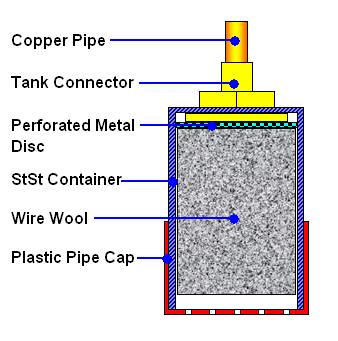
Although I have an In-Line Filter the Regulator Valve will draw Air In directly from the Workshop and I decided to make a Filter from various items I had in the Workshop not to be thrown away Box [aka the Junk Bin].
I started with a StSt Canister of 65mm Ø x 125mm long, to this I fitted a 22mm Water Pipe Tank Connector with a length of Copper Tube Soldered into it, this then attached directly to the Regulator Valve.
I then cut a disc of Perforated Metal to fit into the Canister as a means of preventing the Filter Material, the Steel Wool, from being Sucked into the System, as mentioned the Filter Media is a Wad of 0000 Steel Wool which I soaked in Vacuum Oil, although any Oil would do.
To retain the Steel Wool in place I used a Plastic Pipe Cap which fitted nicely over the Canister, in the end of the Pipe Cap I drilled 10 holes @ 6mm Ø as the Air Intake Ports.
This Filter is very effective with the Oil stopping the Finest Dust from penetrating any great distance into the Filter and only needs a Clean every 12 months or so to remove the Dust.
The Pictures below show the System as installed:-
Vacuum Chuck
I initially used the Oneway Cup Chuck which I obtained as part of a Prize I won for a Top Tip in Woodturning, the UK's Premier Magazine, however I am now expanding the range of Chucks and I will cover these in part 2 of this article.
Applied Pressure
It is important to know the Applied Pressure inserted on the Turned Piece when attached to the Vacuum Chuck as too much Force can actually Fracture or Implode the Item.
This is more likely to occur on Thinner Items such as Bowls, Platters or Vessels and their are no real guidelines as to the ratio of thickness to pressure as this will be dependant on many factors:-
So you will have to experiment to find the optimum pressures for your needs, I have started to build a Database of successes and failures in the hope I can lessen the later in the future.
The two Graphs below are the same, but the first is in SI [Metric] and the second in Imperial Units and based on the following factors:-
14.7 PSIG [Pounds per
Square Inch Gauge] is equal to 1.0 Bar.
1 Inch is equal to 25.4millimeters.
The Lines on the Graph are based on a specific Diameter, which is the actual Diameter in contact with the Vacuum and not necessarily therefore the Diameter of the Item being held, in reality this will probably be the Nominal Diameter of the Vacuum Cup/Chuck you are using.
The data is derived from the Formulae PE = p x A x V
Where:-
PE = Pressure Exerted in PSIG or Bar
P = 0.5 PSIG/Inch² or 0.0000018 Bar/mm² [Approx Pressure applied by 1 inHg or 1 mmHg]
A = Cross Sectional Contact Area of Vacuum Chuck in² or mm²
V = Vacuum inHg or mmHg
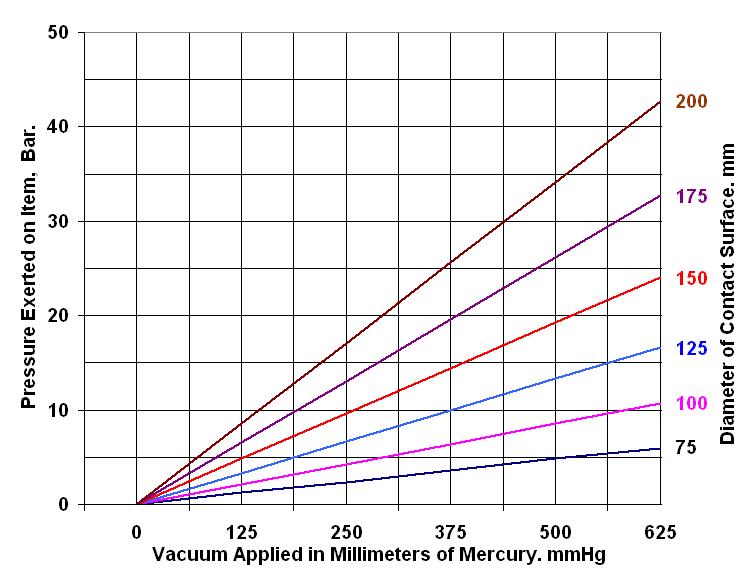
Graph
for Applied Pressure [SI Units] |
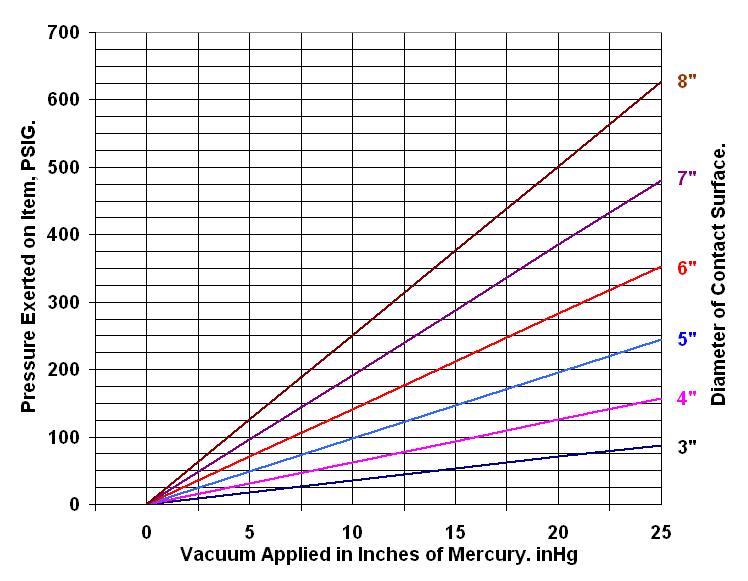
Graph for Applied Pressure [Imperial Units] |
Currently I am aiming for a maximum Exerted Pressure of 10 Bar [150 psig] and at this level I have not had any failures or releases when Turning, bearing in mind I use the System for Finishing Off Work as opposed to complete Turning.
For Burrs and the more Porous Timbers you will need to increase the Vacuum according to the amount of Air Leakage due to Holes and Voids, in some instances, thin Burrs with lots of voids, it becomes impossible to safely hold the Work and alternative options have to be used.
The Total Cost for this System was just under £80 [$120] which is about 1/5th of a Bought System and is performing so well I cannot imagine how I survived so long without one.
![]() Part II of this Article.
Part II of this Article.
|
|
|
LaymarCrafts Woodturning is the Web
Site of Richard & Sheila Stapley Last update 06 May 2008
|
|
Web Site Design & Construction by Richard Stapley. |