| LaymarCrafts Woodturning | Hints & Tips |
| Bandsaw Blade Brazing Jig |
Bandsaw Blades are notorious for breaking, generally because of their misuse or abuse, and there is nothing more annoying than having spent a quarter of an hour replacing and setting up a Blade to have it break the first time you use it.
You can of course simply swallow it and buy a new Blade or you can do a more sensible thing and repair it, which is not as difficult as you might think and once you have mastered the Technique you can of course save money in the future by purchasing a Bulk Roll of Bandsaw Blade and make your own Blades.
The method I describe here is for a Brazed Joint using Silver Solder and providing simple rules are followed you will achieve a strong durable joint for use with any type of Wood.
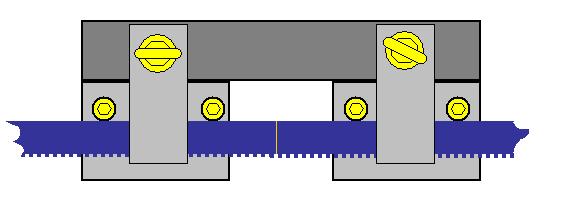
In the sketch above I show the principle of the Blade Holding Jig which holds the Blade ends in line and with the Lapped Joint ready for Brazing, it is important that the area below where the Joint will be is clear so that the Heat when applied is not absorbed by any adjacent material.
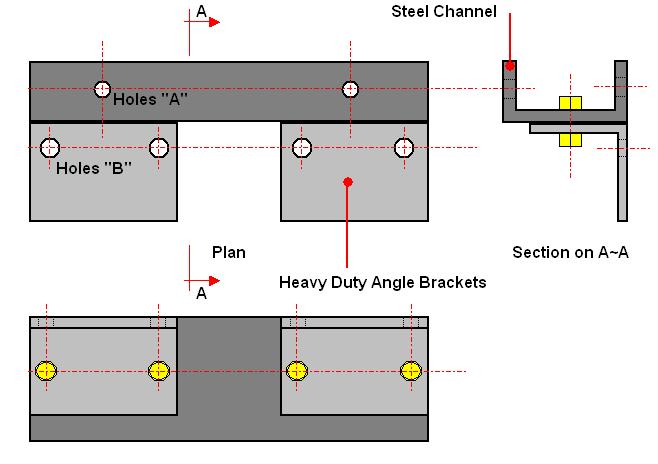
I started with a piece of 50mm x 25mm [2" x 1"] RSC onto which I bolted two Angle Brackets as shown above, the Angle Brackets were from the local hardware store and mean for easy joining of timber joists in place of a recognised joint.

Into the top of each of these brackets I drilled two 8mm [3/8"] ø Holes [Hole B] these need to be as far back towards the RSC as you can get, allowing for the Nut, and as wide apart as possible, they also need to be as near in line as you can get them, these will accommodate the Blade Alignment Facility.
Into each of these Holes I inserted a M6 Cap Head Screw [¼"] and by using a Straight Edge made sure they were all in line when tightened up, the 8mm ø Holes will allow for some adjustment if the Holes are not in line, I applied some screw lock to the threads before making the final adjustment.
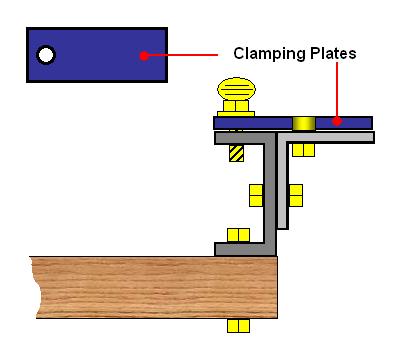
Now you need to drill two 5mm Holes [Hole A] and Tapped for the M6 Clamping Screws, these holes should be centrally between the two holes previously drilled for the Blade Alignment Facility, for clamping the Blade I used two pieces of 62mm x 25mm x 6mm MS Bar [2½" x 1" x ¼"] with a 7mm ø Hole at one end, generally as detailed above.
The Clamping Plates are held in place by an M6 Thumb Screw and Washer, the whole assembly is bolted to a hardwood base which can either be fixed, when required, to a suitable surface or held in the Vice.
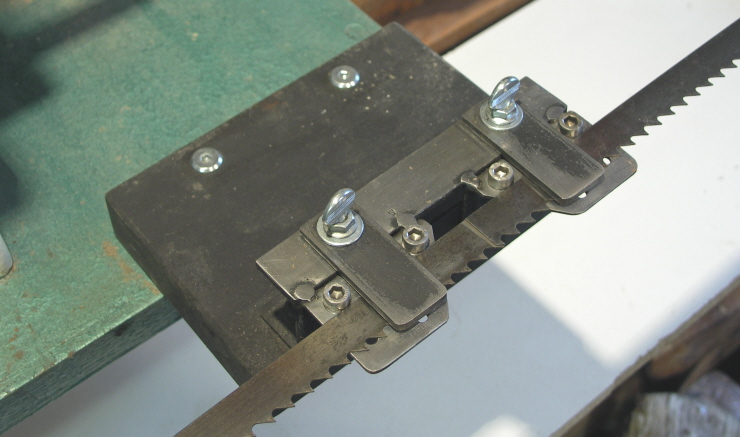
In the picture above the Blade is in place ready for Brazing, after the completion of the Joint and when it is cooled down I Grind the Joint flat using a Dremel Tool fitted with the Small Drum Sander, you must make sure that you do not remove too much material from the actual Blade you are only removing any surplus Brazing Material from the Joint and making it flat.
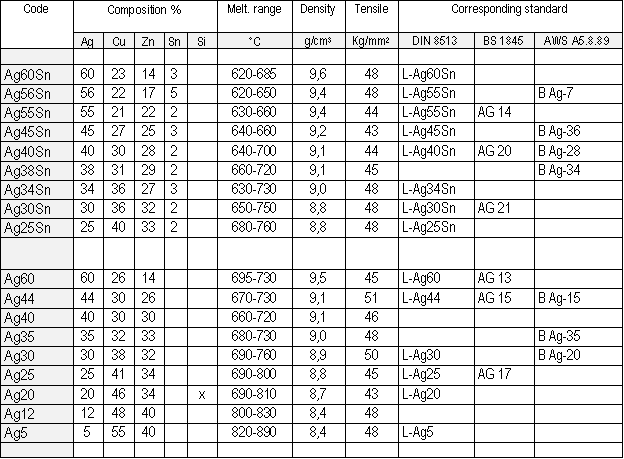
Silver Solder comes in many forms and each manufacturer has a different way of identifying their particular Brazing Alloy, for the Commercially available Material the key factors are the Silver Content which can be from 50+ % down to 20%, typically the higher the Silver Content the lower the melting range, i.e. 630°C for the 50+ % and 810°C for the 20%.
Likewise the Tensile Strength is generally better with the lower Silver Content Material ranging from 350MPa up to 380MPa, however their is one exception and that is a Silver Solder with 44% Ag/30% Cu/26% Zn which has a Tensile Strength of 400MPa and a Melting Temperature of 730°C.
This Material would be the ideal choice for Brazing Bandsaw Blades but is difficult to obtain in small volumes and is therefore probably not an option, I am using AG35which has a melting point of around 700°C and a Tensile Strength of approximately 370MPa and this has never let me down.
Below is a Table showing a typical selection of Silver Solder types that are available, Ag44 is the optimum choice, but any of the others should perform adequately for what you are trying to do.
For Flux I use a Pre-Mixed Paste which saves mixing a Powder Type each time you wish to make a Joint, the alternative is to use Pre-Fluxed Silver Solder Rods which although more expensive are easier to work with.
The secret to a good Joint is the preparation before the actual Braze, first you need to have the ends to be Brazed both Square and Flat, this is more relevant if you are repairing a broken blade than if you are using bulk stock to make a new blade.
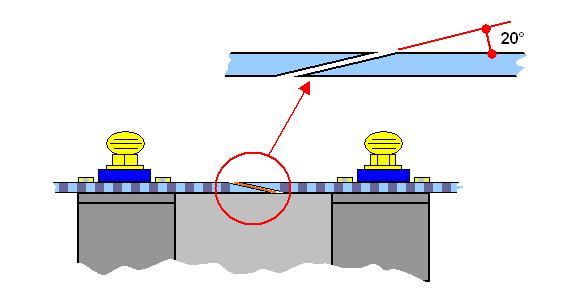
You then need to Grind each end to make what is generally referred to as a Scarf Joint, as shown below, the recommended angle is 20° but this is not so easy to control exactly so I aim for a taper length that is equal to the Blade Width.
It is important that these prepared ends are now kept free of any Oil and Dirt, with one of the ends in the Jig and clamped you apply a thin layer of Flux on the Ground portion.
Now the other end of the Blade is positioned in the Jig and clamped forming a close joint between the two ends, make sure this joint is square and parallel.
You are now ready to perform the Braze using a suitable Gas Torch and the Silver Solder, heat the Blade in the area of the joint to a Cherry Red and apply a small amount of Silver Solder, with the Blade still Glowing Red I now gently pinch the joint together with a pair of Pliers this ensures a Flat Transition across the joint is achieved and therefore very little Grinding will be required to clean up the joint.
Before you remove the Blade check that the Silver Solder has fully penetrated the joint with the Silver Solder showing on both sides of the Blade joint, if not then you simply re-apply the Heat and add more of the Silver Solder if necessary.
For more information on Brazing and Silver Soldering refer to the Article and the Links in the Techniques section of the LaymarCrafts Web Site.
|
|
|
LaymarCrafts Woodturning is the Web
Site of Richard & Sheila Stapley Last update 06 May 2008
|
|
Web Site Design & Construction by Richard Stapley. |