|
|
|
| LaymarCrafts Woodturning | Hints & Tips |
| Jigs for Bench Grinder |
Fingernail Jig
The Fingernail Grind Profile for Gouges is one of the innovations of the last decade that has enabled Woodturners to improve the scope and versatility of the Gouge, and has spawned a number of Jigs to enable anyone to convert the Gouge to this profile and then Sharpen it on a consistent basis.
Most of these Jigs are based on a common design and when I looked at making my own I saw no reason to change the basic design concept and as I already owned the Tormek Fingernail Grinder Attachment I incorporated this into my eventual design.
|
|
|
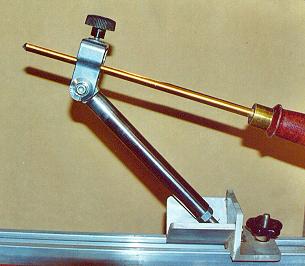
The Pictures above shows the Jig, which uses the Gouge Grinding Jig described in an earlier article this gives you endless combinations of adjustment to form your own preferred profile, you are advised to note the relevant settings so that each and every time you re-sharpen the Gouge you match the profile.
The Gouge support, as previously indicated, uses the business end of the Tormek Fingernail Gouge Jig which is inserted into a Holder which is adjustable in length.

For the Jig Holder I used a length of Steel Tube and into one end I inserted a Nylon Bush, which I turned on the Lathe, this had a Hole for the stem of the Tormek Jig and this has to be an Interference Fit, i.e. a Firm Fit requiring a reasonable amount of pressure to insert as you want the Tormek Jig to stay in position.
At the other end I inserted a M10 [3/8"] Nut and Brazed it in place this takes a suitable length of Screwed Rod and acts as a Fine Length Adjuster, shape the Screwed Rod at one end to a Point so that it will Register into the "V" of the Jig Support.
The dimensions of the Jig are to suit the arrangement of the Grinder and the support of the Base but to give you an idea of the dimensions I used, I started with a 160mm [6¼"] length of 20mm Ø [7/8"] Steel Tube, and a 100mm [4"] length of M12 [3/8"] Screwed Rod, two suitable Nuts and Nylon Bar for the Bush.
Setting Gauge
The recommended protrusion for the Gouge from the front of the Holder is 65mm [2½"] but their are various other Jigs I have that require different settings, so it made sense to have a handy Gauge to hand for measuring off the protrusion.
The
Gauge is made from 2 pieces of Plastic [this could easily be Hardwood],
the top piece cut to give the desired steps of protrusion.
This is stuck to the back piece as shown and the bottom edge becomes the
stop for whichever Jig is being offered up to it.
I then screwed the Gauge to a Sheet Metal Backplate which extends beyond
the top of the Gauge and is angled before screwing to the Shelf above
and behind my Grinder.
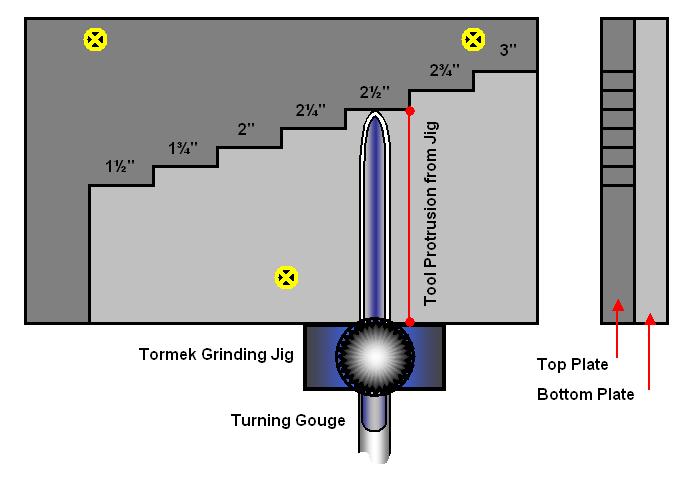

Picture showing the completed Gauge mounted close to the Grinder for easy use and the Dymo-Tape Labels showing the various Set Depths for the Jig.
Jig for Grinding Tool Tips
Tool Systems using Bolt on Tips are now very much part of the Turning Arsenal and although they are very useful and versatile, they do present a problem when it comes to Sharpening them.
The Cutter Tips I have are of numerous Shapes, Sizes with different sizes of Clamping Hole, this presents a slightly different situation and set of problems to overcome for each of the Cutter Tips.
I started with a piece of Mild Steel Bar 30mm x 10mm x 230mm [ 1¼" x 3/8" x 9" ] and formed the shape as shown in the illustration below. Although the length is not important I found the size I ended up with gave an ideal handle, to grip on, and therefore control when actually Sharpening a Cutter
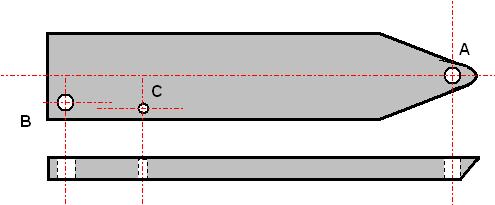
The 3 Holes are drilled and A and B tapped to take the various sizes of Screws for the different sizes and shapes of Cutters, generally hole "A" is for the Smaller Cutters and hole "B" for the Larger "Pear Drop Shape" Cutters however both require a M5 Threaded Hole.
Hole "C" is for the BCT Round Cutter that is supplied with a Short Spindle, onto which you screw the Cutter, this requires a 5mm Ø hole.
With the BCT Cutter Screwed in place the Spindle is inserted in the hole and spins freely when presented to the Grinding Wheel, at an Angle, the Cutter will rotate and achieve a very even Grind, for this Cutter Tip you get information on Angles and Distance for the Hole with the Tool and these are transferred to the Bar.
 |
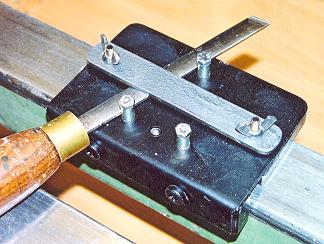
The
Tool Cutter Holder is shown here with a Small Rounded /Square Cutter at
the "Sharp End", and a Large Pear Drop shaped Cutter at the
opposite end.
The Spindle with the Circular Cutter in hole "C" can also be seen. The Jig is used with the Platform Grinder Rest set at the required Angle of Grind and the Tool Holder is offered up to the Wheel and Swiveled free hand to match the Profile of the Cutter. The Sharp End, as I refer to it, will require profiling to allow for the Angle of Grind as the screw hole and therefore the Cutter is close to the end. I find I can achieve a constant and quality Grind and I am also more willing to Sharpen the Cutters on a regular basis and therefore get a better performance out of the Tool Cutter. If you require a Flat Grind as opposed to a Concave or Hollow Grind then try using the Jig on a Belt Sander instead of with the Bench Grinder. |
Skew Grinding Jig
The Skew Chisel is not a favorite of mine yet it still needs to be Sharpened and of all the Turning Tools it is the one that needs to be right every time so the need for a Jig to perform the task is recommended.
| My
Design is based on a Slide for use with the Grinder Platform Rest and
can be seen in the picture right.
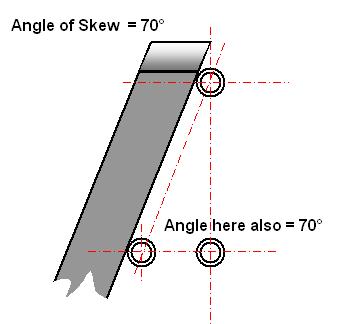
The triangular arrangement of Pins fixes the Grinding Angle of the Skew to your preferred Angle which in my case is 70°. The Pins are removable so the Jig becomes very versatile and is used to Grind Woodworkers Chisels, Plane Irons and Square Scrappers etc. By removing the bottom two Pins and screwing one into the Hole you see between them you have a 90° Jig. |
|
Firstly you will have to determine the size of the Base and this should not be too wide as the Skew will protrude along way from the Jig to get the 25° Taper Grind required, then you will need to calculate the Geometry to achieve the correct angle for the dimensions you choose.
|
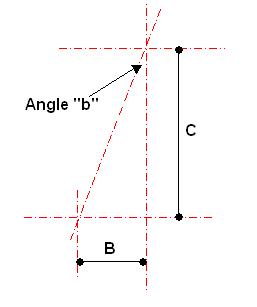
You need to find dimension "B" and for this we require Angle "b" which will be 90° minus the Angle of Skew say 70° = 20° [ Tan = 0.3640] and dimension "C" which will be determined by the size of the Base lets say 50mm [2"] between centers of the Pins. The Formula and Calculation is shown right >>>>>>>> |
For
this we need to re-visit our old friend Trigonometry and the dreaded
Tangents.
B = C x Tangent b = 50 x 0.3640 = 18.2mm [ 0.728"] |
The Base was made from a piece of 10mm [3/8"] thick Mild Steel Plate to which I attached a Guide along one of the Long Sides, it is important that the assembly is Square and Flat if an accurate Grind is to be achieved.
Holes for each of the 4 Pins were then carefully marked out and checked before carefully drilling and tapping to suit the Screws [M6 or ¼"] which form the basis of each Pin.
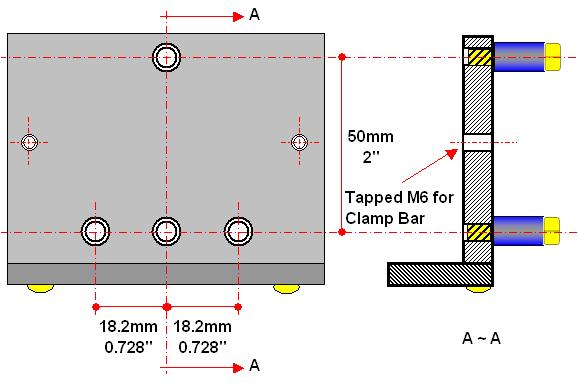
You also require two tapped holes [M6 or ¼"] for the Clamp Bar which is made from a length of 5mm [3/16"] Mild Steel with two holes to match the position in the Base.
For the Pins I used M6 Screws with short lengths of ¼" bore Steel Tube fitted as illustrated.
It is important that these pieces of Tube are cut square and are a "Firm" fit on the Screws as any movement will affectively change the Angle of Grind achieved.
Although not shown in the sketch I stuck thin sheets of PTFE on the underside of the Base and Guide for a smooth movement across the Grinder Platform when using the Jig.
You can of course have more than one set of Holes for the Pins, to give the various Angles you may require.
If you want to achieve a Perfectly Flat Grind, other than the Concave or Hollow Grind you will get with the Jig used on the Bench Grinder, then you may consider using the Jig on a Belt Sander. I will be covering a series of Jigs and Fixtures for the Belt Sander in a later Hints & Tips Page.
|
|
|
LaymarCrafts Woodturning is the Web
Site of Richard & Sheila Stapley Last update 06 May 2008
|
|
Web Site Design & Construction by Richard Stapley. |