| LaymarCrafts Woodturning | Hints & Tips |
| Drive for Light Pulls, Fruit, Etc. |
When you are Turning stock items that rely on a quick yet accurate approach you over time find and develop techniques that hopefully help you in your quest.
For Turning such things as Fruit, Knife Handles, Light Pulls etc. I have put together a series of Drives that enable good support and allow speedy Turning,, most of these are based around the Hole that is evident in each of the above whether it be to accommodate the Stalk, the Blade or simply the Cord Knot.
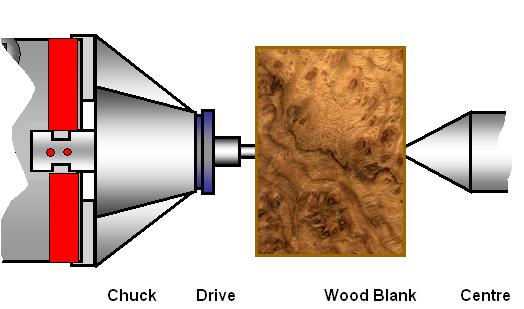
Above is a typical set up of
mine for turning Fruit, I also use a similar set up to turn various other items
such as Light Pulls, Knives and Keyrings. All these items are based on a Blank
of Wood with a Hole which eventually forms a part of the finished item, i.e. the
Hole for Fruit is where the "Stalk" is inserted when the Apple or Pear
is completed.
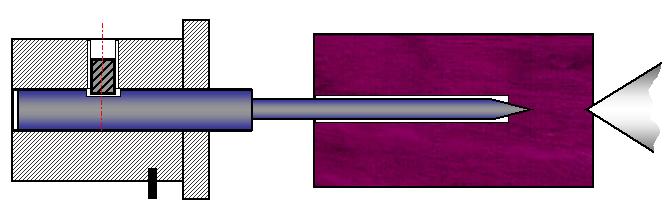
I started with a #1 Morse Taper Carrier from the Multistar Chuck, this was the system I used prior to converting to the APTC System and therefore was no longer in general use, this was mounted in the 1½" O'Donell Jaws and drilled out to 31/64th" diameter.
The diameter of this hole is important as it will have to accept a bar of 12mm diameter which is 15/32th" diameter and therefore must be slightly, but not to much, larger than the bar.
You also need to drill a hole to suit a M6 Grub Screw to lock the various "Drives" you will be using as shown below. The position of this hole is not important but it will have to line up with a corresponding "Flat" on the drives.
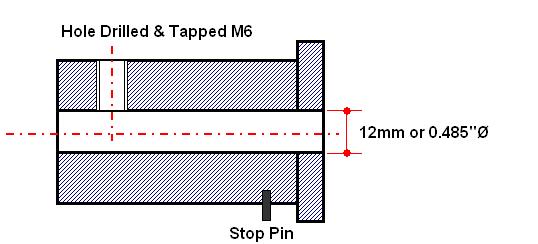
The Anti-Turn Pin is an original part of the Multistar unit and it was retained as it performs the same function with the O'Donell Jaws positioned between two of the Jaws when clamped up
For the Drives I obtained some 12mm Silver Steel( A) which was an easy fit into the hole bored in the carrier, this is cut to a suitable length for the Drive you want to make.
The carrier is 38mm long (B) and as the item you will be turning will need tool access from the left allow say 50mm, then for protrusion into the Wood another 25mm making a total of 75mm (C) and you end up with a typical length of 113mm / 115mm, but of course you can have any length you choose.
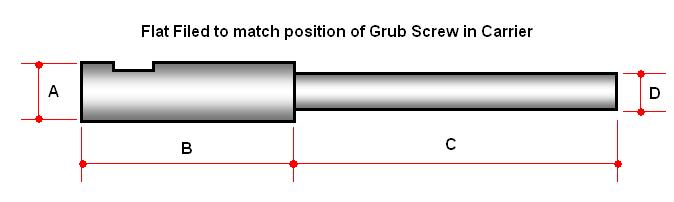
In all I currently have 8 various shapes and sizes of Drive, those that are 12mm diameter (D) are very easy to produce, the Pronged Drive is made from 2 Masonry Nails (with Heads removed) Silver Soldered into suitable holes in the end of the Bar and the 12mm Forked Drive is shaped on the Grinder and with a File.
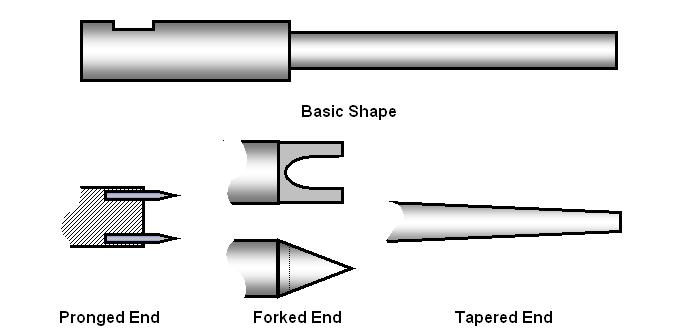
But I do have some (Forked End Style) which are 10mm (D) and another at 6mm diameter (D), here you need to find someone with a Metal Turning Lathe or you can by careful drilling, and then Silver Soldering (it can be done), fit a suitable diameter bar into the 12mm diameter bar.
The Tapered Drives I find very versatile for Friction Driving items that just need finishing off or polishing, these are made by mounting a length of the Steel in the carrier and with the Lathe slowly turning form the Taper with a suitable file. It will take some time but worth the effort. The Taper I use starts at 12mm Ø and tapers to 7mm Ø over a length of 100mm.
The Tapered version is best left with the finish given by the File as you are relying on the Friction to give you the Drive and therefore the relatively Rough Surface is a benefit.
 |
The
Drive Holder that takes the various Drives is seen here fitted with the
Pronged Drive which I use for Light Pulls.
Lying on the bench are two other inserts, the Forked Drive used for Fruit [Apples and Pears] and the Tapered Drive I use to finish off the ends of Knife Handles. The third Drive on the bench is another Forked Drive for finishing Key Rings and is made from the Body of an Old Revolving Center drilled out on the Lathe to take the Drive which is held in place by a M6 Grub Screw. This fits either direct into the Headstock or into an M2 Carrier held in the Chuck. The design and use of such Drives is only limited by your imagination and my collection has now grown to over 10 Drive Designs for both one off Commissions and Repetition Items. If you have the Stepped Jaws [Engineering Jaws] for your Chuck System it is possible to use the Drives with these although they are prone to slip if too much Tailstock pressure is applied. |
Plug Gauge for recess for Candles Etc.
In my Woodturning I turn a number of items that require a Hole / Recess that is normally formed using a Tool rather than a Drill or Forstner Bit. However the accuracy of both dimensions is important and needs to be consistent.
To assist me in judging both the Diameter and the Depth I made a number of Plug Gauges, these are a common piece of equipment in Engineering and it was from such designs I took my ideas.
Firstly you need to establish the key dimensions of the item that is to be inserted into the Turned item and then make a drawing of the relevant "Plug Gauge" you need to produce, this ensures no errors in dimensions are made.
 |
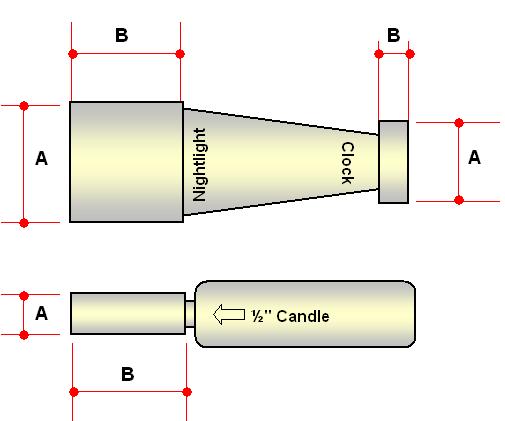
These are typical of the Gauges I make on the Lathe using Nylon 66 which turns using standard tools and is a hard wearing durable material. Some are single ended whereas others are dual purpose gauges, often for two totally different items, this saves on storage space which is always at a premium in most workshops. Those illustrated are for Nightlight Candles at one end and for the 35mm Clock Inserts that have a Steel Retaining Cup at the other, and the ½" Candle one is for a Glass Candle Holder I use. Dimension A is the Diameter of the Hole required for the particular item and dimension B is the depth of the Hole, these need to be measured very accurately and then Turn the Gauges to match these dimensions. The actual Gauge, shown left, for the Nightlight Candle which I had to adapt as the Manufacturer changed from an Imperial Size to a Metric Size for the Candles. With the aid of some Insulation Tape and the actual Aluminum Candle Holder I was able to retain the Gauge. I could of course just as easily make a new Gauge but I was not aware of the Manufacturers change until I was halfway through a batch of Candle Holders and I needed a quick fix, that was over a year ago. |
Extension to Depth Gauge for Bowls
The Standard 6" (150mm) Depth Gauge (or the 8" & 12" versions) are useful when boring out Pots and Vases but have limited use when wishing to measure the Depth of a Bowl or Platter, in fact anything with a Rim wider than the Width of the main Body.
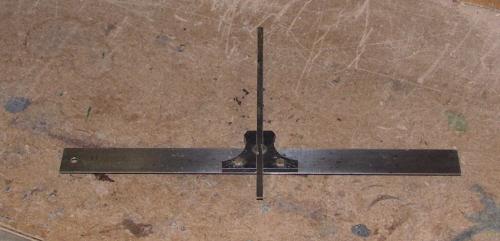
To make mine more versatile and usable for measuring the depth of Bowls in particular, I bolted it to a square ended 12" (300mm) Steel Rule (could be longer if you are into turning really big stuff) generally as shown below.
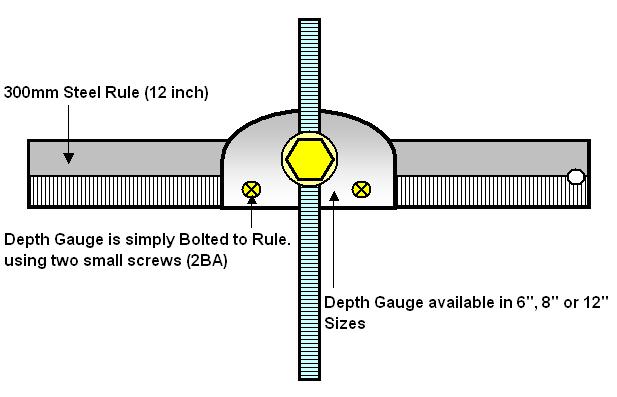
First you need to dis-assemble the Depth Gauge and mark out the Body, make sure you do this on the face where the recess for the Depth Gauge is, for the position of the two Bolts that will attach it to the Steel Rule, once you are satisfied with the position of these holes then you need to clamp the Steel Rule to the Body, making sure that is in the middle of the Rule and that the Base of the Body is flush with the Steel Rule Edge.
You can now Drill through both the Body and the Steel Rule, I used two M3 Brass Bolts and therefore Drilled the Holes to 3.5mm diameter, now bolt the two parts together. You will now need to drill a third hole where the Clamping Screw is positioned in my case this was also a 3.5mm diameter.
Clean up any burrs that may exist and re-assemble the Gauge, you now have a very useful extended Depth Gauge that can be used for any item up to 12" (300mm) diameter and to a depth, depending on the Depth Gauge used of 6",8" or 12".
If the Steel Rule you used does not have a Hole at one end then simply drill a suitable hole (say 6mm) and the Gauge can be hung on a conveniently placed Hook/Nail close to the Lathe.
|
|
The finished Extended Depth Gauge
|
|
|
LaymarCrafts Woodturning is the Web
Site of Richard & Sheila Stapley Last update 19 July 2007
|
|
Web Site Design & Construction by Richard Stapley. |