| LaymarCrafts
Woodturning |
Hints
& Tips |
Texture added to Bowls, Pots,
Vessels and Vases can be quite pleasing and their are many renowned Turners who
use Texturing as their trade mark and each has his own particular way of
achieving a desired effect.
In fact many Crafts use
Texture as a medium and many of the Tools and Punches they use can be used for
Wood in particular those used by Leather Workers and a Scan through any one of
the Leather Suppliers Catalogues will give you a wide array of Stamps and
Punches.
But many of these can be
made from a whole range of Materials and Items if you do not mind having a mix
match of Basic Shapes or Nice Rubber Grips, none of which make the item
work any better, they only look nice.
I have used Old Punches,
both Pin and Center, Steel Bar, Cheap Spring Loaded Punches, Tube in fact
anything can be made into a Texturing Tool or Punch.
Simply take a piece of
Steel and Grind or File the end to a Shape or Style of your choice, Polish it to
a reasonable finish and test the result on some off cuts of suitable Timber, I
use scraps of Maple as this is a Fine Grained, Dense Hardwood and typical of the
types of Wood I would be Texturing.
 |
Typical
Punches:-
A = Pin Punch
shaped to suit, Flat, Bull Nose, Ball or Cone.
B = Old Center
Punch with Bull Nose Shape.
C = Proprietary
Texture Punch as used by Leather Workers, gives a Cross Hatch Effect.
D = Cheap double
ended Spring action Punch each end shaped to suit, Flat, Bullet Point
etc.
E = Steel Tube to make
Circle or ground away for Half Moon shape. |
Shapes I use are Conical,
shape as for a standard Center Punch, Flat both Round, Square and Diamond
Shapes, Ball Nose or Bullet Point in various sizes, you can also have Flat
Chisel, Ring, using a Tube, of various sizes, Half Moon in fact any Shape or
Style you like.
Sources for Punches are,
Cheap Tools from Markets, these are generally too Soft for use on Steel but we
are only Punching Wood, Secondhand Tool Stores, Boot Fairs, Garage Sales, Nails,
Salvage Steel from such things as Printers, Photo Copiers and Domestic
Appliances.
Texture
Punch for use with a Power Carver
Hand Texturing relies on
the use of a Hitting Action from either a Hammer/Mallet or via a Spring Loaded
Action if using an Automatic type Punch.
The requirement for good
Texturing is to use a constant Force when applying the Shape with the Punch and
the Hammer, this takes practice and concentration.
The other option you have
is to utilise one of the Power Carvers available these will give you a
controlled Force for each application of the Punch and this Force can be
controlled according to the Speed Setting of the Power Carver.
All you require is to
replace the usual Chisel with a Punch of your choice and use the Power Carver at
90° to the Piece to achieve the desired Texture Effect.
When
making Punches for use with any of the Reciprocating Type Carving
Tools or Flexible Shaft Heads it is important to duplicate the same
Holding Profile from the Chisels/Inserts that were supplied with your
chosen make.
I have the
Axminster Power Carver which is a Branded Tool and therefore is known by
other names in different countries, but the principle is the same for
all makes and types.
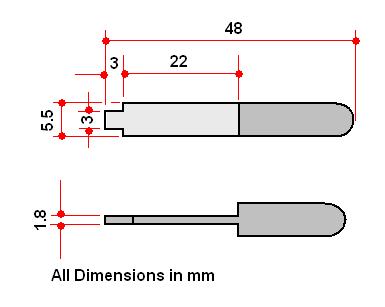
I started with a
6mm Ø Steel Bar and ground one end flat to form the "Tongue"
which is 25mm x 1.8mm thick then on the end I filed a 3mm x 3mm Location
Tag.
The Hole in the
Chuck of the Axminster system is 5.5mm Ø and therefore I had to file
the Tongue part down from 6mm to 5.5mm to make it fit
z |
|
|

|
The final length
of your Punch is not important but I have found I get better control
with a Shorter rather than Longer Punch and an overall length of 45/50mm
is what I use.
With the Punch
held in the Chuck on the Lathe I Profile the end to the required shape
using a File and then finally Polishing with some fine emery cloth, I
have found a final Polish with some Metal Polish gives a really fine
finish.
In the picture
right you can see two of the Punches I have made one is a simple Dome
whereas the other is more of a "Bullet" shape and is the one I
tend to use the most.
|
Height Gauge
I have a requirement to
find or locate the Centre Line of the Lathe Spindle to set the height of Tools
or Cutters, when using various items such as the Boring Bar and the Tool Rest,
from the Lathe Bed [Ways] and also from the Top Surface of the Baseboard when
using the Ball Cutting Jig, Dremel Holder and Drill Holder.
The Centre Line is of
course fixed but there is a difference of 25mm due to the thickness of the
Baseboard i.e. from the Top of the Lathe Bed the Height is 20cm but from the
Baseboard Surface it is only 17.5cm.
I also have the need to
set Tool Heights at a distance just above or below Centre Height so therefore my
requirement was for a Gauge with two fixed Points and a fully variable measurement
method as well.
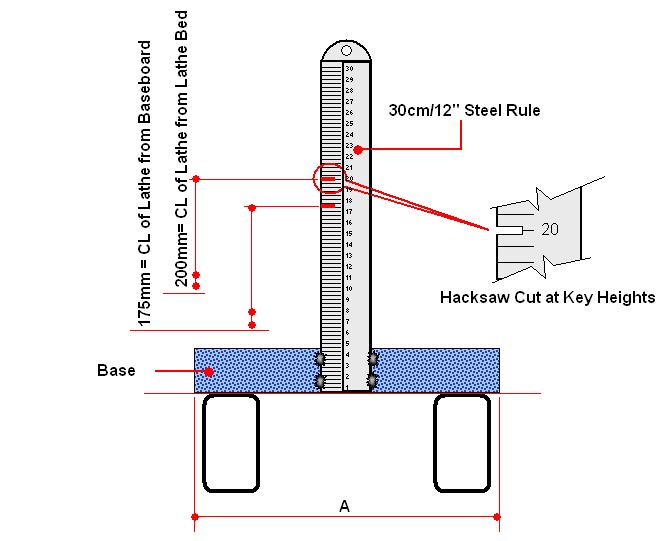
The Height Gauge
comprises of two parts, a 30cm [12"] Steel Rule and a Base as detailed
above.
The Base can be from
anything that is Flat and Strong, Steel Box Section [My choice], Hardwood, Metal
Angle etc. etc. the base needs to be at least 2cm in length longer than the
width over the Lathe Bed [Ways] "A" in my case is 150mm long, it also
needs to be of sufficient proportions and weight so that it will not topple over
if left free standing [25mm Sq/1"Sq Box Section is adequate].
You then fix
[Bolt/Screw/Weld] the Rule to the Base ensuring it is Square and that the Zero
Point of the Rule is flush with the bottom of the Base.
I then, using a Hacksaw,
made two small Cuts [2mm long] in the Rule at the Heights equal to the Centre
Line of the Lathe from the Lathe Bed [20cm] and from the Baseboard [17.5cm].
This gives me my
requirements of two Fixed Points plus any dimension which is read of the Scale
on the Rule for specific above or below Centre Line Settings I may need.
|
LaymarCrafts Woodturning is the Web
Site of Richard & Sheila Stapley
All Content, Articles, Pictures & Diagrams as Presented are the ©
Copyright of LaymarCrafts & Richard Stapley
Last update 06 May 2008
All Rights Reserved |
|
Web Site Design & Construction by
Richard Stapley. |